
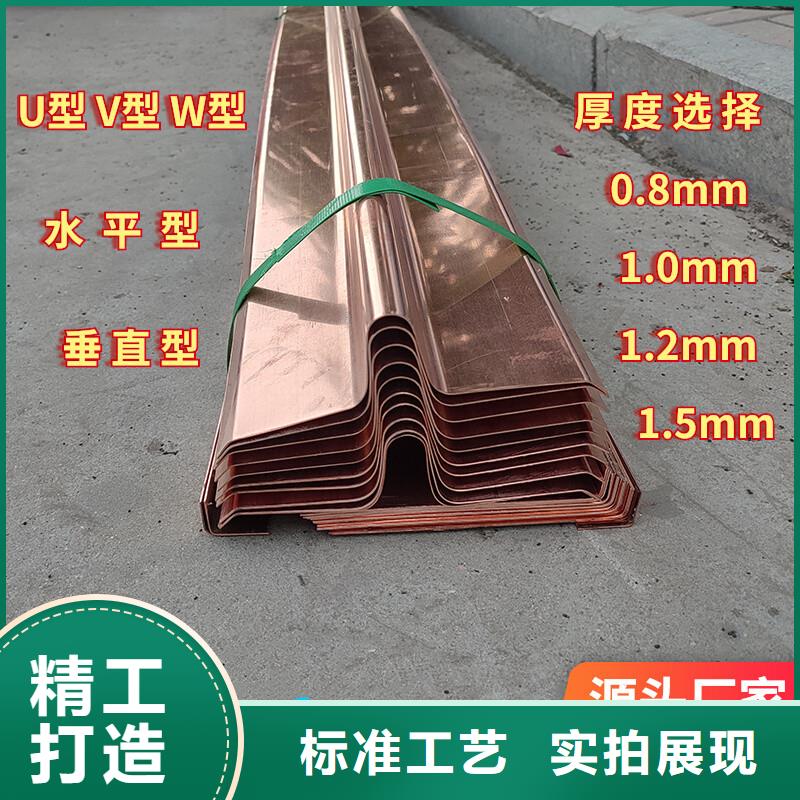

柳州止水铜片生产厂家欢迎咨询订购金鸿耀工程材料有限公司实力雄厚,柳州金鸿耀工程材料有限公司价格优惠,信誉保证,是您购买柳州紫铜止水片生产厂家欢迎咨询订购放心的选择,欢迎来电咨询。止水铜片 产品介绍 止水铜板又称紫铜止水(是指以紫铜或纯铜加工而成),铜具有导电性良好,熔点高等优点,纯铜的颜色是红色的,其熔点在 1100℃左右,密度达到 8.9g/cm3。之所以呈现为紫红色,是 因为铜表面被氧化而形成的氧化膜所致,此氧化膜的存在正是铜耐氧化腐蚀的原因所在。止水 铜板所用的铜一般为T2型的普通紫铜,其铜含量大于 99.8%。止水铜板具有良好的抗腐蚀性, 抗压强度高,具有良好的变形性,适用于高级水工建筑的基础止水、坝身止水等。 产品作用 在水利工程中建筑物因各种原因需要留沉降缝、伸缩缝,使建筑结构不能融为一体,如果不采用止水(防渗漏)措施水就会从建筑结构的 缝隙渗漏出来,为工程质量安全,所以需要止水技术和止水材料。紫铜止水片专业生产厂家 1、诚信务实让客户满意的企业宗旨; 2、拥有华东地区大型的土工材料生产基地; 3、严把质量关,残次品一律销毁,不得出厂; 4、专业的营销团队,产品销往全国各地; 5、先进的营销理念,订金发货,货到后验货付款; 6、闪电般的送货速度,一个电话,送货上门; 7、同行业良好的业绩和客户口碑; 厂家现货货到付款高质量铜材生产商 止水铜片供应商供货直发热线2022已更新(嘉定区今日/热点)铜片止水广泛应用水工建筑当中,且多涉及桥梁止水、大坝止水、发电站止水等项目,一旦出现质量问题,那么后果将不堪设想。因此,要保证工程质量以及使用周期,就必须在加工源头开始控制止水铜片原材料质量。接下来便是止水铜片成型产品的入场以及加工。 一、进场原材料检验 :A、紫铜止水应作冷弯试验,180°时不裂缝,冷弯0~60°时,连续张闭50次无裂缝。 B、紫铜止水片的厚度及宽度应满足设计要求。其材料应符合 标准(GB2040-89)中规定的T2(或T3)冷轧软纯铜板的要求。止水铜片表面应光滑平整,并有光泽,其浮皮、锈污、油漆、油渣均应清除干净,如有砂眼、钉孔,应予焊补,如有撕裂,应采用与翼缘等宽的母体材料进行单面搭接焊(如有条件时应进行双面搭接焊),搭接长度不小于10cm,且四周接触面均须满焊。
止水铜片公司主要生产供应,柳州紫铜止水片、铜止水片、铜片止水带、紫铜片、T2紫铜带、紫铜板等,产品具有强度高,寿命长,耐腐蚀,抗老化等特点,主要应用于水利,铁路,隧道,垃圾填埋场,人工湖等基础建设工程,均受到了用户及的一致好评。赢得了良好的市场。
1、诚信务实让客户满意的企业宗旨;柳州止水铜片
2、拥有华东地区大型的土工材料生产基地;
3、严把质量关,残次品一律销毁,不得出厂;
4、专业的营销团队,产品销往全国各地;
5、先进的营销理念,订金发货,货到后验货付款;
6、闪电般的送货速度,一个电话,送货上门;
7、同行业良好的业绩和客户口碑;
厂家现货货到付款高质量铜材生产商

止水铜片止水铜板进行成型加工过程中可能会出现表面起皮的现象,柳州止水铜片表面起皮为板带材表面局部或呈带状破裂翻起使带材表面的完整性和光洁性受到破坏。起皮一般沿轧制方向呈连续或断续分布并在起皮处可以观察到金属皮与金属基体之间较为光滑无黏结有时存在污染物、夹杂等。引起起皮的原因主要为铸锭本身存在组织缺陷如气孔、夹杂(渣)等.另一方面热轧压合及当轧件表面在前工序受到外来物损伤如磕碰伤、杂物压入等在后续加工过程中造成金属流动出现断续而造成。对于铸锭内部组织缺陷板带厚度越小起皮越容易暴露;同时起皮料经过进一步轧制会出现压漏或孔洞现象。
铜片止水加工生产过程中,应保持平整,表面的浮皮、锈污、油渍均应清除干净。如有砂眼、钉孔、裂纹应予焊补。现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊,但均不得采用手工电弧焊。
保证焊接接头表面的光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。焊材需采用止水铜板母材的剪条,将脱氧剂放在焊粉中,焊粉采用气剂301。
焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成脆性的氧化亚铜;碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。焊前首先将焊件预热:预热温度为400~500℃。由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。
铜片止水安装也需严格按照标准执行,不得在表面上打孔,避免歪曲变形或其他损坏,安装时,其中线应与缝中线重合,其差错不大于±5mm,两边平段歪斜差错紫铜止水不大于±5mm应对鼻子部分进行加固固定,防止浇灌混凝土时发生移位、偏离等情形。止水铜板安装浇灌过程中,应安排值班技术人员全程监工,注意检查止水片变形偏移情况,如有偏移,应立即予以纠正。混凝土浇灌人员应加强对紫铜止水片周边砼的平仓、振捣,防止骨料集中或欠振、漏振。振捣时振捣器不得触及止水片,并保持30cm以外的距离。
不得使用变形、裂纹和撕裂的聚氯乙稀(PVC)或橡胶止水带,铜止水片与橡皮止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70MM,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。
止水铜片紫铜止水焊接,通常采用搭接焊的方式,柳州止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。
采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。
但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。

